Otuz yıllık bir üretim hattının kritik bir bileşeni arızalandı. Yedek parça üreticisi artık mevcut değil, orijinal teknik çizimler kaybolmuş ve parçanın dijital verisi hiç oluşturulmamış. Bu senaryoda iki seçenek kalır: hattı durdurmak ya da fiziksel parçayı tarayarak sıfırdan üretim verisi elde etmek.
3D tarama teknolojisi, tam olarak bu noktada devreye girer. Ancak kullanım alanları, yıllardır çalışan ekipmanların kurtarılmasının çok ötesine geçmiştir. Kalite kontrolden tersine mühendisliğe, medikal anatomik modellemeye kadar uzanan geniş bir yelpazede üretim süreçlerinin ayrılmaz bir parçası haline gelmiştir. Bu yazı, 3D tarama cihazlarını mühendislik ve tedarik perspektifinden ele alarak teknolojiyi, uygulama senaryolarını ve hizmet ya da cihaz satın alma kararını kapsamlı biçimde açıklar.
3D Tarama Cihazı Nedir?
3D tarama cihazı, fiziksel bir nesnenin yüzeyini ya da hacmini yüksek hassasiyetle ölçerek üç boyutlu dijital veriye dönüştüren bir ölçüm sistemidir. Çıktı; milyonlarca koordinat noktasından oluşan nokta bulutu (point cloud) ya da bu noktalardan türetilen poligon ağı (mesh) biçiminde olur. Bu veri; CAD yazılımlarına aktarılabilir, mevcut tasarımlarla karşılaştırılabilir ya da doğrudan üretim süreçlerinde kullanılabilir.
Geleneksel ölçüm araçlarından temel farkı, dokunmaksızın ve çok daha kısa sürede tam yüzey geometrisini yakalamaktır. Bir kumpas ya da mikrometre yalnızca belirlenen noktaları ölçer; 3D tarayıcı ise nesnenin tamamını saniyeler ila dakikalar içinde milyonlarca noktayla tanımlar. Karmaşık organik geometrilerde, iç yüzeylerde ve geleneksel ölçümün erişemediği bölgelerde bu fark belirleyici olur.
3D Tarama Nasıl Çalışır?
1. Yüzey Hazırlığı
Çoğu optik tarayıcı, parlak ve saydam yüzeyleri doğrudan tarayamaz. Bu yüzeylere geçici mat sprey uygulanarak yansıma ve şeffaflık sorunları giderilir. Boyutu büyük parçalarda, tarayıcının farklı açılardan aldığı tarama verilerini birleştirebilmesi için referans noktaları (hedef etiketler) yerleştirilir.
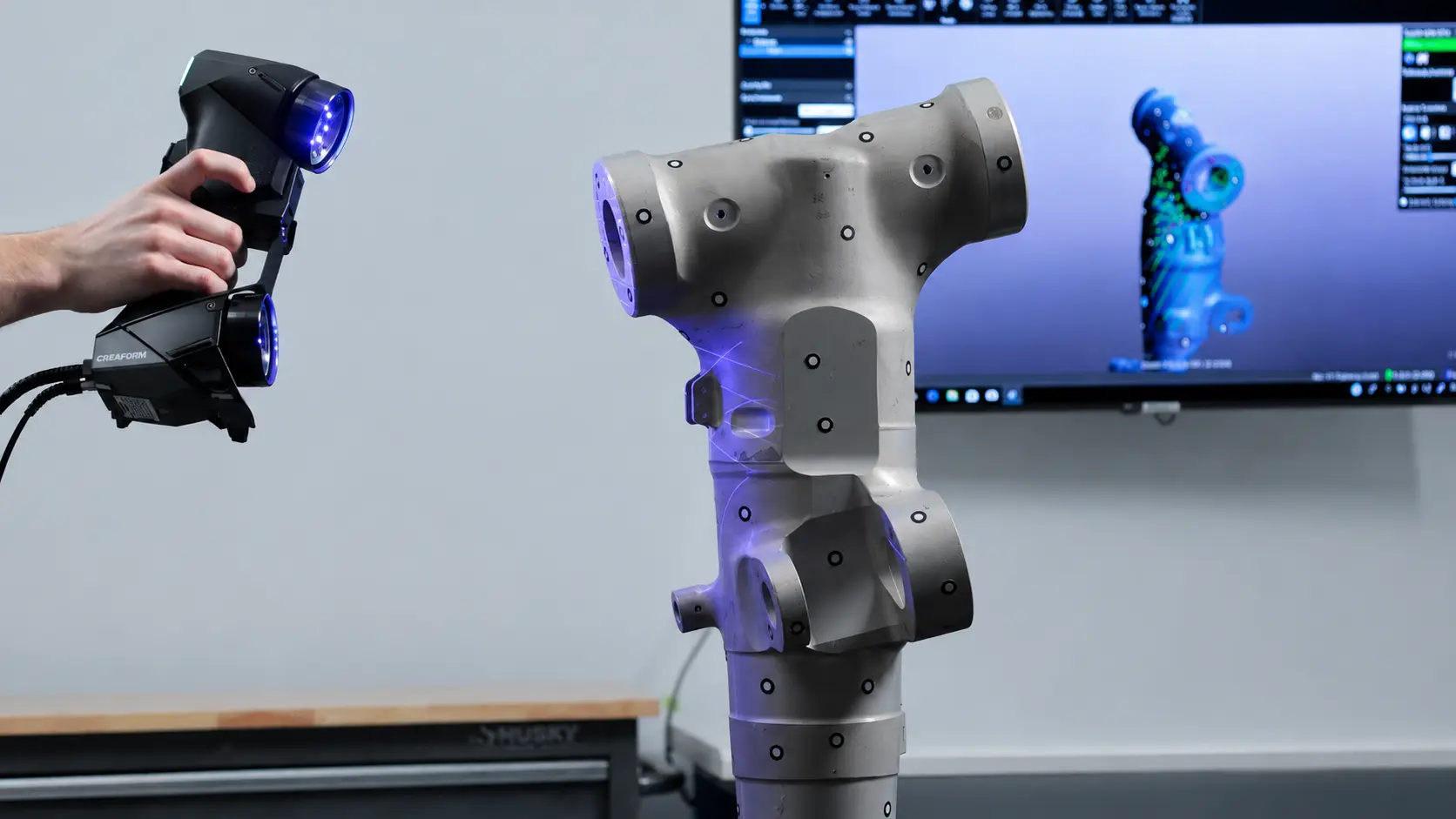
2. Tarama ve Nokta Bulutu Elde Edilmesi
Tarayıcı, nesne yüzeyine ışık ya da lazer yayar ve yansımasını algılar. Farklı açılardan alınan tarama verileri yazılım tarafından birleştirilerek eksiksiz bir nokta bulutu oluşturulur. Modern sistemler bu süreci gerçek zamanlı önizlemeyle takip etmeye olanak tanır; tarama esnasında eksik bölgeler anında görülür.
3. Mesh İşleme ve CAD’e Aktarım
Nokta bulutu, yazılım aracılığıyla poligon ağına (STL ya da OBJ) dönüştürülür. Tersine mühendislik uygulamalarında bu ağ, yüzey modelleme yazılımlarıyla düzlemler, silindirler ve serbest form yüzeylere dönüştürülerek tam parametrik CAD modeli haline getirilir. Geometrik olmayan parçaların CAD ortamına aktarımı sürecinde bu adım en kritik ve emek yoğun aşamayı oluşturur.
4. Doğrulama ve Raporlama
Kalite kontrol uygulamalarında tarama verisi, referans CAD modeliyle renk haritası (color map) yöntemiyle karşılaştırılır. Sapma miktarları ve konumları görsel olarak raporlanır. Bu çıktı, GD&T analizi ve ilk parça doğrulama (FAI) raporlarının temelini oluşturur.
📌 Teknik Not — Mat Sprey Kalınlığı Boyutsal Doğruluğu Etkiler
Yüzey hazırlığında kullanılan mat sprey, mikron düzeyinde hassasiyet gerektiren uygulamalarda ince ve homojen uygulanmalıdır. Kalın ya da düzensiz uygulanan sprey, özellikle dar toleranslı kalite kontrol taramalarında sistematik sapmalara yol açabilir. Toleransı 50 mikron ve altında olan parçalarda spreysiz çalışabilen lazer tarayıcı ya da CT sistemi tercih edilmelidir.
3D Tarama Cihazı Türleri
Yapısal Işık Tarayıcılar (Structured Light)
Nesne yüzeyine desenli ışık (genellikle fringe pattern) yansıtarak kameralarla yüzey geometrisini hesaplar. Yüksek hassasiyet, hızlı tarama süresi ve orta boy parçalarda üstün performansıyla en yaygın kullanılan endüstriyel tarayıcı türüdür. Laboratuvar ortamında sabit ya da taşınabilir konfigürasyonlarda çalışabilir. Parlak ve saydam yüzeylerde yüzey hazırlığı zorunludur.
Lazer Tarayıcılar
Lazer ışınının nesne yüzeyine çarpması ve yansımasının ölçülmesiyle çalışır. İki temel prensip kullanılır: zaman uçuşu (time-of-flight) büyük mesafe ve hacimler için uygundur, üçgenleme (triangulation) ise küçük-orta boy parçalarda yüksek hassasiyet sunar. El tipi lazer tarayıcılar, büyük ve karmaşık geometrilerin saha koşullarında taranmasında tercih edilir.
Dokunmalı CMM Sistemleri
Koordinat Ölçüm Makinesi (CMM), mekanik bir prob aracılığıyla yüzeyin belirli noktalarına fiziksel olarak temas ederek ölçüm yapar. Nokta sayısı sınırlıdır; ancak elde edilen doğruluk değerleri optik yöntemlerin üzerindedir. Mikron altı hassasiyet gerektiren havacılık ve savunma parçalarında, kalıp ve ölçü aleti doğrulamalarında standart ölçüm yöntemi olarak kabul görür.
Fotogrametri
Birden fazla kamerayla ya da tek kamerayla farklı açılardan alınan görüntüler, yazılım aracılığıyla üç boyutlu modele dönüştürülür. Büyük ölçekli nesnelerde, saha koşullarında ve taşıma güç olan yapılarda kullanılır. Hassasiyet, kontrollü laboratuvar tarayıcılarına kıyasla daha düşük olmakla birlikte büyük geometrilerde pratik avantaj sunar.
CT (Bilgisayarlı Tomografi) Tarama
X-ışını tabanlı hacimsel görüntüleme yöntemidir. Yalnızca dış yüzeyi değil, parçanın iç yapısını da eksiksiz biçimde tarar. Gizli çatlaklar, porozite ve iç kanal geometrileri CT ile görünür hale gelir. Savunma, havacılık ve medikal implant kalite kontrolünde kritik öneme sahiptir; ancak ekipman maliyeti ve radyasyon güvenliği gereksinimleri nedeniyle erişimi sınırlıdır.
3D tarama ihtiyacınız için hangi teknolojinin uygun olduğunu birlikte değerlendirmek isterseniz, arti90.com üzerinden teklif formu doldurabilirsiniz.
3D Tarama Cihazlarının Uygulama Alanları
Tersine Mühendislik
CAD verisi bulunmayan mevcut parçaların dijitalleştirilerek üretilebilir hale getirilmesidir. Ömrü dolan yedek parçalar, geliştirme için referans alınan rakip ürünler ve orijinal çizimi kaybolmuş bileşenler tersine mühendisliğin tipik giriş noktalarıdır. Tarama verisi, CAD modeline dönüştürüldükten sonra modifikasyon, simülasyon ve üretim süreçlerinde kullanılabilir.
Kalite Kontrol ve Boyutsal Doğrulama
Üretilmiş parçanın tasarım toleranslarına uygunluğunu doğrulamak için tarama verisi referans CAD modeliyle karşılaştırılır. Renk haritası çıktısı, sapmaların hem miktarını hem konumunu görsel olarak sunar. İlk parça onay süreçlerinde (PPAP/FAI), kalıp kabul testlerinde ve seri üretim kalite denetimlerinde standart yöntem haline gelmiştir.
Medikal ve Anatomik Modelleme
Hasta anatomisinin taranarak üretim verisine dönüştürülmesi; kişiye özel protez, ortez ve cerrahi rehber üretiminin temelini oluşturur. Vücut yüzeyi taramaları, tıbbi görüntüleme verisiyle birleştirilerek medikal anatomik model ve simülasyon araçları üretilir. Bu uygulamada kullanılan tarayıcılar biyouyumluluk ve güvenlik gereksinimlerini karşılamalıdır.
Kültürel Miras ve Restorasyon
Tarihi eserler, heykeller ve mimari yapıların dijital kopyalarının oluşturulması koruma ve restorasyon çalışmalarında kritik bir araç haline gelmiştir. Temas gerektirmeyen tarama yöntemi, hassas ve geri dönüşü olmayan nesneler üzerinde güvenle uygulanır. Elde edilen veriler hem arşivleme hem de hasar görmüş parçaların yeniden üretimi için kullanılır.
Saha Ölçümü ve Tesis Dokümantasyonu
Büyük ekipmanların, boru hatlarının ve tesis düzeninin yerinde taranarak dijital ikizinin oluşturulmasıdır. Retrofit projelerinde, ekipman yerleşim planlamalarında ve bakım süreçlerinde fiziksel ölçüm alımını büyük ölçüde hızlandırır. Lazer tarayıcı ve fotogrametri bu uygulamada öne çıkan yöntemlerdir.
📌 Üretim Notu — Tersine Mühendislikte “İyi Tarama” Yetmez
Tersine mühendislik projelerinde sıklıkla karşılaştığımız bir durum var: müşteri yüksek kaliteli tarama verisiyle gelir, ancak bu verinin parametrik CAD modeline dönüştürülmesi ayrı bir uzmanlık gerektirir. Özellikle serbest form yüzeylere sahip parçalarda, mesh veriden doğrudan üretim yapılması boyutsal problemlere yol açar. Tarama kalitesi ile CAD dönüşüm kalitesi, birbirinden bağımsız iki süreç olarak planlanmalıdır.
Hassasiyet ve Doğruluk: Hangi Uygulama Ne Kadar Gerektirir?
3D tarayıcıların hassasiyet değerleri, uygulamaya göre büyük fark gösterir ve yanlış beklenti proje başarısını doğrudan etkiler.
Tersine mühendislik uygulamalarının büyük çoğunluğunda ±0,1 mm doğruluk yeterlidir. Boru bağlantıları, kabin parçaları ve ergonomik bileşenlerde bu değer pratikte sınır oluşturmaz. Kalıp ve takım tezgahı doğrulamalarında ±0,05 mm düzeyine inmek gerekebilir; bu noktada tarayıcı seçimi ve çevre koşulları (sıcaklık stabilitesi, titreşim) belirleyici hale gelir.
Havacılık, savunma ve medikal implant alanlarında ±0,02 mm ve altı toleranslar söz konusu olduğunda CMM ya da CT sistemleri devreye girer. Bu hassasiyet düzeyinde, tarayıcı kalibrasyon sertifikaları ve iz takip edilebilirliği (traceability) zorunludur.
Sahada yapılan büyük ölçekli tesis taramalarında ise birkaç milimetrelik sapma genellikle kabul edilebilirdir. Burada hassasiyetten çok tarama hızı ve kapsama alanı öncelik kazanır.
3D Tarama Cihazı Satın Almak mı, Hizmet Almak mı?
Bu soru hem mühendislik ekipleri hem de tedarik yöneticileri için yatırım kararının merkezinde yer alır. Cevap büyük ölçüde kullanım sıklığına, gereken hassasiyet düzeyine ve iç uzmanlığa bağlıdır.
Endüstriyel bir yapısal ışık tarayıcının maliyeti, konfigürasyona göre 30.000 ila 150.000 Euro arasında değişir. Buna yazılım lisansları, kalibrasyon ekipmanı ve eğitim maliyetleri eklenmelidir. Yatırımın anlamlı olabilmesi için cihazın yılda belirli bir minimum kullanıma ulaşması gerekir; bu eşiğin altında kalan projeler için hizmet satın almak çoğunlukla daha verimli bir yaklaşımdır.
Cihaz satın almayı düşündürten durumlar şunlardır: haftalık ya da daha sık tarama ihtiyacı, gizlilik gerekçesiyle parçaların dışarıya çıkarılamadığı projeler ve tarama sonuçlarının anında yorumlanmasının kritik olduğu kalite kontrol hatları.
Hizmet almak ise düşük frekanslı projeler, yüksek hassasiyet gerektiren tek seferlik doğrulamalar ve farklı tarayıcı teknolojilerinin değerlendirilmesi gereken çeşitli uygulamalar için daha mantıklıdır. 3D tarama hizmeti kapsamında farklı teknolojilere ve uzman operatörlere erişim, tek bir cihaz yatırımının sağlayamayacağı esnekliği sunar.
3D Tarama Verisiyle Ne Yapılır?
Tarama sürecinin çıktısı, kullanım amacına göre farklı formatlara dönüştürülür. Bu formatları ve kullanım alanlarını bilmek, projeyi doğru tanımlamak açısından kritiktir.
STL (Stereolithography) formatı, mesh verinin evrensel standardıdır. 3D baskı yazılımları, FEA (Sonlu Elemanlar Analizi) araçları ve görselleştirme programlarının büyük çoğunluğu STL’yi doğrudan işleyebilir. Ancak STL, parametrik tasarım bilgisi taşımaz; boyut ve tolerans değişiklikleri için CAD modeline dönüştürme gereklidir.
STEP ve IGES formatları, parametrik CAD verisi taşır ve farklı yazılımlar arasında standart alışveriş formatları olarak kullanılır. Tersine mühendislik sonrasında üretim ve kalıp verisi olarak kullanılacak parçalar bu formatlarda teslim edilmelidir. Bu aşamadan sonra 3D baskı hizmeti ya da CNC işleme doğrudan devreye alınabilir.
Kalite kontrol raporları ise tarama verisi ile CAD modeli karşılaştırmasından üretilen renk haritaları ve sapma tablolarından oluşur. Bu raporlar PPAP, FAI ve müşteri onay süreçlerinde yaygın biçimde kullanılır. Elde edilen sayısal veriler hızlı prototip üretimi süreçlerindeki iterasyon döngülerini de hızlandırır.
Sıkça Sorulan Sorular
3D tarama ile elde edilen veri doğrudan üretimde kullanılabilir mi?
Ham nokta bulutu ya da mesh verisi çoğu durumda doğrudan üretimde kullanılamaz. Mühendislik uygulamalarında bu verinin parametrik CAD modeline dönüştürülmesi gerekir. Yalnızca 3D baskı için kullanılacak parçalarda ise iyi kalitede bir STL dosyası yeterli olabilir; ancak boyutsal toleranslar dikkatli biçimde kontrol edilmelidir.
3D tarama ne kadar sürer?
Küçük ve orta boy parçaların taranması genellikle birkaç dakika ila bir saat arasında tamamlanır. Buna tarama öncesi hazırlık ve yazılım işleme süreleri eklenmelidir. Büyük parçalar, karmaşık geometriler ve çok açılı tarama gerektiren nesnelerde toplam süre yarım iş gününe uzayabilir. CAD dönüşüm gereksinimi varsa bu süre ayrıca hesaplanmalıdır.
Hangi boyuttaki parçalar 3D taranabilir?
Tahıl tanesinden uçak gövdesine kadar geniş bir yelpazeyi kapsayan boyutlar taranabilir. Küçük parçalar için yüksek çözünürlüklü masa üstü tarayıcılar ya da makro lensli sistemler kullanılır. Büyük hacimler için el tipi tarayıcılar ya da lazer bazlı saha sistemleri devreye girer. Boyut, teknoloji seçimini doğrudan belirler.
Parlak ve şeffaf yüzeyler taranabilir mi?
Optik tarayıcılar parlak ve şeffaf yüzeylerde doğrudan güvenilir sonuç vermez. Geçici mat sprey uygulaması bu sorunun standart çözümüdür. Alternatif olarak, yüzeyi etkilemeyen polarize ışık sistemleri ya da CT tarama tercih edilebilir. Her iki yöntemin de hassasiyet ve maliyet profili farklıdır.
3D tarama ile kalite kontrolün CMM’e göre avantajı nedir?
CMM, sınırlı sayıda kritik noktayı yüksek doğrulukla ölçer. 3D tarama ise tüm yüzeyi kapsayan tam alansal veri sağlar. Bu fark, özellikle serbest form yüzeylerde ve karmaşık geometrilerde belirginleşir; CMM’in gözden kaçırabileceği lokal sapmalar 3D tarama ile görünür hale gelir. İki yöntem çoğunlukla birbirini tamamlar; kritik noktalar CMM, genel yüzey doğrulaması 3D tarama ile yapılır.
3D tarama verisi ne zaman geçersiz ya da güvenilmez olur?
Tarama esnasında parça hareket etmişse, referans noktaları yetersizse ya da ortam titreşimi yüksekse elde edilen veri güvenilmez olur. Sıcaklık değişimleri de hassas uygulamalarda boyutsal sürüklenmeye (thermal drift) yol açabilir. Bu nedenle hassas ölçüm gerektiren taramalar klimatize ve titreşimden arındırılmış ortamlarda yapılmalıdır.
3D Taramayı Doğru Konumlandırmak: Araç Değil, Süreç
3D tarama cihazı, yalnızca bir ölçüm aracı olarak değil; tersine mühendislik, kalite yönetimi ve ürün geliştirme süreçlerinin dijital altyapısı olarak konumlandırıldığında gerçek değerini ortaya koyar. Doğru teknoloji seçimi, hassasiyet beklentisinin netleştirilmesi ve tarama çıktısının bir sonraki üretim adımıyla doğru biçimde entegre edilmesi bu değerin koşullarıdır.
Cihaz satın alma ya da hizmet alma kararı, kullanım sıklığı ve proje çeşitliliğine göre şekillenir. Her iki durumda da sürecin mühendislik tarafının yönetilmesi, yani tarama verisiyle ne yapılacağının bilinmesi, donanım kararından daha kritiktir.
Artı 90’ın Yaklaşımı
arti90.com, 3D tarama hizmetini tersine mühendislik, kalite kontrol ve üretim sürecinin bütünüyle entegre biçimde sunar. Yapısal ışık ve lazer tarama sistemleriyle küçük hassas bileşenlerden büyük endüstriyel parçalara kadar geniş bir boyut yelpazesinde çalışılmaktadır.
AS9100 ve ISO 9001 kalite altyapısı kapsamında tarama süreçleri belgelenir, kalibrasyon sertifikaları iz takip edilebilirlik standartlarına uygun biçimde yönetilir. Doğu Avrupa ve Ortadoğu’nun en büyük 3D baskı üretim kapasitesiyle bütünleşik çalışan tarama altyapısı sayesinde, tarama verisi aynı tesis içinde tersine mühendislik, prototip üretimi ve kalite doğrulamasına doğrudan bağlanır. Türkiye’nin ilk DfAM ekibi, tarama sonrası CAD optimizasyonu ve üretim için tasarım danışmanlığı konularında da destek sağlar.
3D tarama projeniz için teknoloji seçimi, hassasiyet analizi ve teklif almak üzere arti90.com üzerinden bizimle iletişime geçebilirsiniz.


